




我们的立式承压保温水箱厂家供应辉煌视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:立式承压保温水箱厂家供应辉煌的图文介绍

2、江西萍乡同城承压保温水箱筒节、江西萍乡同城封头的下料及成型
2.1、江西萍乡同城下料前的准备工作:
2.1.1、江西萍乡同城认真熟悉图纸及工艺卡,核对工艺卡上的尺寸、江西萍乡同城材料等是否与零部件及总图尺寸相符,如发现问题及时与工艺编制人员联系,以便及时纠正。
2.1.2、江西萍乡同城核对现场板料的材质标识、江西萍乡同城规格等是否与工艺卡相符,不符合不得下料。
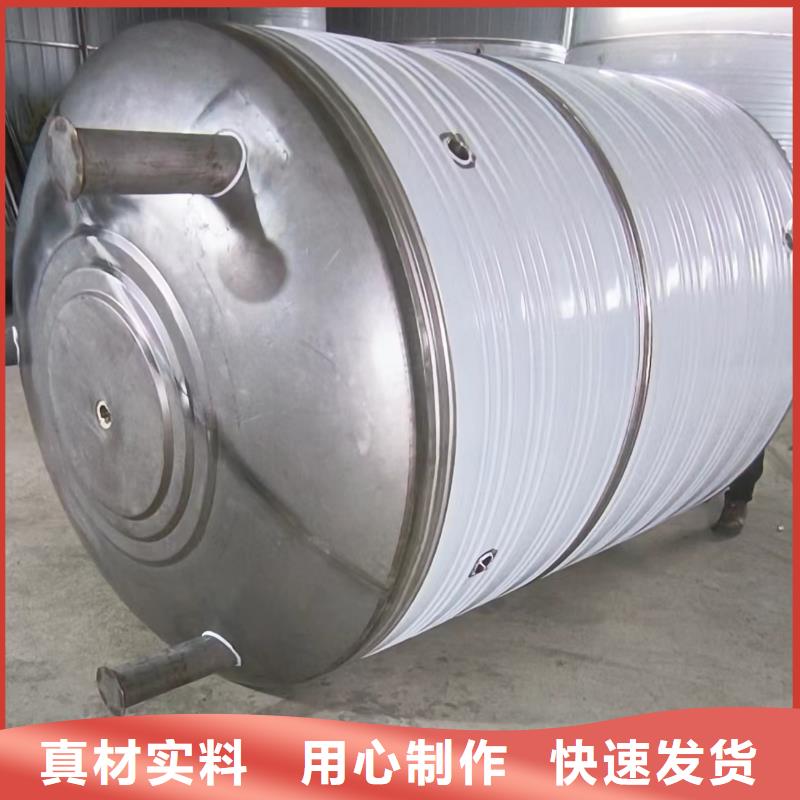
圆筒中含有封头、江西萍乡同城膨胀节等部件,应事先测量封头、江西萍乡同城膨胀节等的周长尺寸,作为筒节落料依据。


承压保温水箱 筒节两端面的不平度应不大于2mm。
2.4.6、江西萍乡附近筒节焊接成型后,必须进行复轧圆,以控制棱角度和椭圆度。
a)焊接接头环向形成的棱角,用弦长等于1/6Di且≥300mm的内样板或外样板检查,其值E ≤δ/10+2mm,且E≤5mm。具体如下:
钢板厚度mm 6 8 10 12 14 16 18 20
环向棱角度mm 2.6 2.8 3.0 3.2 3.4 3.6 3.8 4.0



承压保温水箱容器的焊接:
3.3.1、江西萍乡当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、江西萍乡当地正常情况下,DN≥1000,δ≥8的容器A、江西萍乡当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、江西萍乡当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、江西萍乡当地C、江西萍乡当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、江西萍乡当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、江西萍乡当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。


辉煌供水设备有限公司致力于【江西萍乡不锈钢水箱】研发生产,我们配备先进专业的【江西萍乡不锈钢水箱】生产流水线和卓越的研发销售团队,通过不断扩大的【江西萍乡不锈钢水箱】产品生产能力不断降低产品成本,为客户提供j i优性价比的【江西萍乡不锈钢水箱】产品及服务。我们在江西萍乡建立有一万平米的【江西萍乡不锈钢水箱】生产基地,能快速的满足客户的实际需求.

