


P11无缝钢管基地")
P11无缝钢管基地")

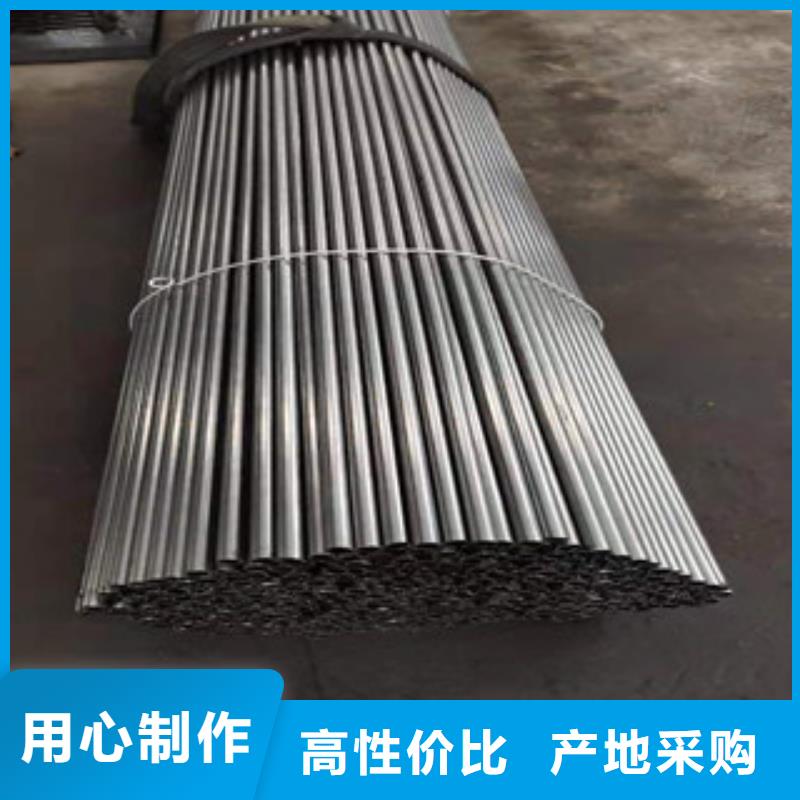
别再等待了,仅仅一分钟,就能通过我们的服务周到的(江泰)P11无缝钢管基地产品视频探索到无数令人心动的细节和亮点。
以下是:服务周到的(江泰)P11无缝钢管基地的图文介绍

P11无缝钢管基地")
P11无缝钢管基地")
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
P11无缝钢管基地")
P11无缝钢管基地")
P11无缝钢管基地")
首先这是一种重要的强化材料的手段,尤其对用热处理不能强化的材料来说,显得更为重要。其次,冷变形强化有利于金属的变形均匀。因为无锡精密钢管的变形部分产生硬化,将使变形向未变形或变形较少的部分继续发展。第三,冷变形强化可以提高构件在使用过程中的性,构件一旦超载,产生塑性变形,由于强化作用,可防止构件突然断裂。但是,冷变形强化也给无锡精密钢管的继续变形带来困难,甚至出现裂纹。因此,在无锡精密钢管变形和加工过程中常进行"中间退火",以它的不利影响。 热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
P11无缝钢管基地")
P11无缝钢管基地")
江泰钢材有限公司是一家集生产、销售 潍坊临朐40cr精密钢管为一体的企业,公司建立多年来,专业于 潍坊临朐40cr精密钢管的生产.江泰钢材有限公司有着多年的行业积累,同时也汇集了多名 潍坊临朐40cr精密钢管制造方面的专家人士。我厂的宗旨是“科学管理、用户至上、尊信守约”。对产品终身负责。我们愿与广大用户、工程单位精诚合作。提供质优、价廉的产品,满意的服务。
P11无缝钢管基地")
P11无缝钢管基地")
P11无缝钢管基地")
目前从35#精轧钢管上游产业分析,支撑力一般,而由于价格与现货价格距离进一步拉大,后市大幅上涨动力不足。目前从技术形态上说略偏多,看看攀上月均线,但尚未完成低位盘整,立即转头向上冲击3500点动能不足,目前不宜一味看多或抄底,而下方空间并不太大,建议观望,净空头部分减持为宜。
35#精轧钢管生产壁厚范围:近期有很多客户采购薄壁35#精轧钢管,给35#精轧钢管厂家带来了难题,其中有客户采购60*5精轧管,其实这样35#精轧钢管基本上市没有法生产,壁厚在30mm以上将在各个,壁厚2mm以下就很难精轧工艺馈?
检查方法可以肥皂和水抹在每个子孔地方退火炉[3],跑去看看气体;容易跑气地方之一就是退火炉管和管,密封圈特别容易磨损地方,要经常定期检查。提冷弯成形前预处理冷拔精密钢管加工计划;研究分析了正火温度、保温时间和冷却方式对料管观结构和力学性能影响规律,确定冷拔精密钢管传统规范技术,加热温度(890+10℃,绝缘分散空气冷却后6分钟。
35#精轧钢管生产壁厚范围:近期有很多客户采购薄壁35#精轧钢管,给35#精轧钢管厂家带来了难题,其中有客户采购60*5精轧管,其实这样35#精轧钢管基本上市没有法生产,壁厚在30mm以上将在各个,壁厚2mm以下就很难精轧工艺馈?
检查方法可以肥皂和水抹在每个子孔地方退火炉[3],跑去看看气体;容易跑气地方之一就是退火炉管和管,密封圈特别容易磨损地方,要经常定期检查。提冷弯成形前预处理冷拔精密钢管加工计划;研究分析了正火温度、保温时间和冷却方式对料管观结构和力学性能影响规律,确定冷拔精密钢管传统规范技术,加热温度(890+10℃,绝缘分散空气冷却后6分钟。
