
为了给您提供更的紫铜止水,钢边止水带专注生产制造多年产品信息,解锁紫铜止水,钢边止水带专注生产制造多年产品新体验,视频带你玩转每个细节!
以下是:紫铜止水,钢边止水带专注生产制造多年的图文介绍


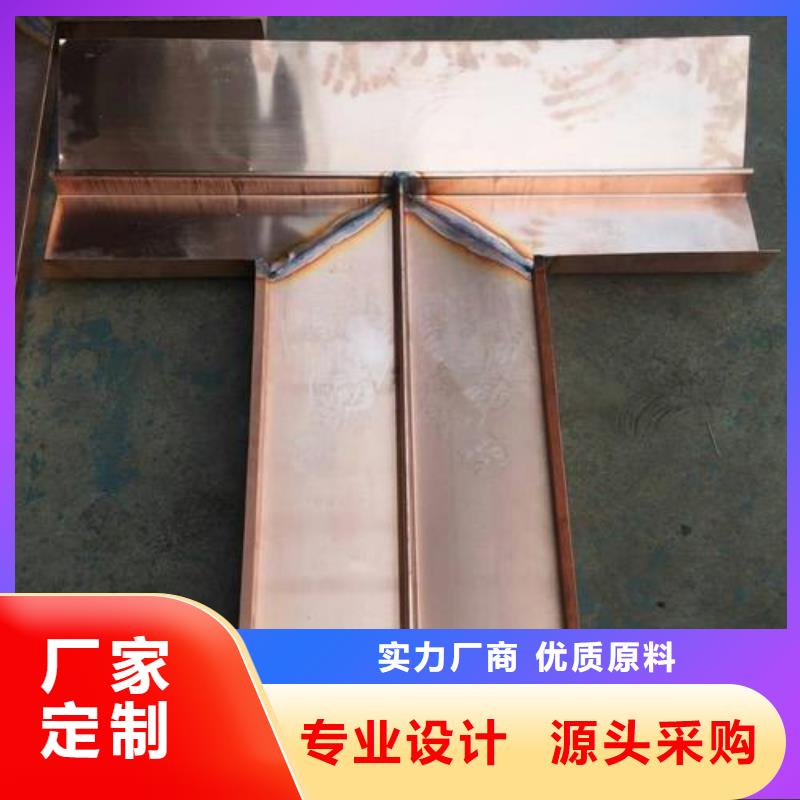
焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在包塑紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。包塑紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。如何让包塑紫铜管延长使用寿命,以包塑紫铜管换热器为例子,一般的换热器使用时间为2个月。让包塑紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
因为引杆的使用周期相对长的情况下,容易产生变形,引锭头5容易弄坏包塑紫铜管外弧面下端口。导向辊不及时更换或调易使得包塑紫铜管排磨损。包塑紫铜管钎焊在选择钎料上必须要满足间隙接头性能和钎焊工艺的要求。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。如何让包塑紫铜管延长使用寿命,以包塑紫铜管换热器为例子,一般的换热器使用时间为2个月。让包塑紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
因为引杆的使用周期相对长的情况下,容易产生变形,引锭头5容易弄坏包塑紫铜管外弧面下端口。导向辊不及时更换或调易使得包塑紫铜管排磨损。包塑紫铜管钎焊在选择钎料上必须要满足间隙接头性能和钎焊工艺的要求。



广硕橡塑制品有限公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 浙江湖州带注浆管遇水膨胀止水条产业结构化,规模化,为宗旨的现代化企业迈进。


成份不一样,圆钢(一级钢)属于普通低碳钢,其它钢筋多为合金钢。强度不一样,圆钢强度低,其它钢强度高,即直径大小相同的圆钢与其它钢筋相比,圆钢所能承受的拉力要比其它钢筋小,但圆钢的塑性比其它钢筋强,即圆钢在被拉断前有较大的变形,而其它钢筋在被拉断前的变形要小得多。
但圆钢的塑性比其它钢筋强,即圆钢在被拉断前有较大的变形,而其它钢筋在被拉断前的变形要小得多。镀铜圆钢相关息介绍,圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆的供应,常用作钢筋、螺栓及各种机械零件,大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管环。
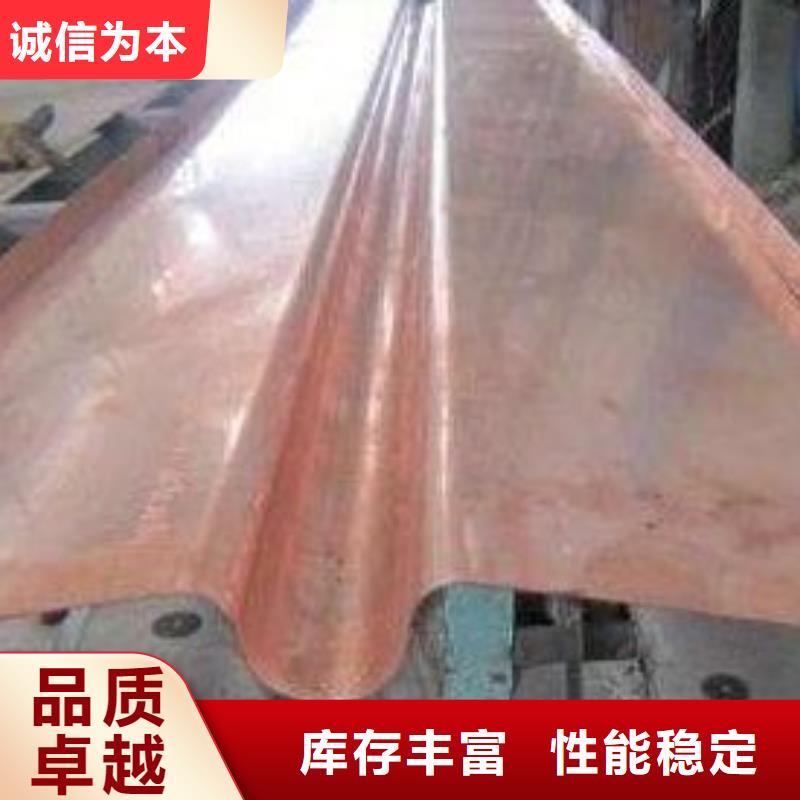
止水铜板注意事项,不得长时间露天曝晒,防止雨淋,勿与污染性强的化学物质。在运输和施工中,防止机械,钢筋损伤止水带。施工过程中,止水带必须可靠固定,避免在浇注混凝土时发生位移,保证止水带在混凝土中的正确位置。
但圆钢的塑性比其它钢筋强,即圆钢在被拉断前有较大的变形,而其它钢筋在被拉断前的变形要小得多。镀铜圆钢相关息介绍,圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆的供应,常用作钢筋、螺栓及各种机械零件,大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管环。
止水铜板注意事项,不得长时间露天曝晒,防止雨淋,勿与污染性强的化学物质。在运输和施工中,防止机械,钢筋损伤止水带。施工过程中,止水带必须可靠固定,避免在浇注混凝土时发生位移,保证止水带在混凝土中的正确位置。



huayao

热轧是紫铜片止水带生产中铸锭开坯的主要。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。
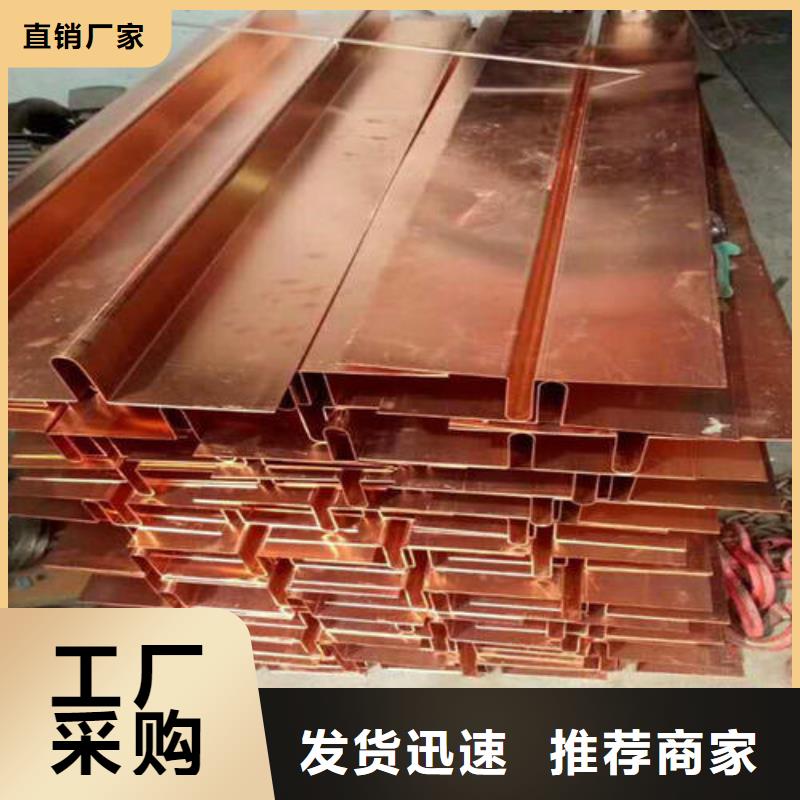
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
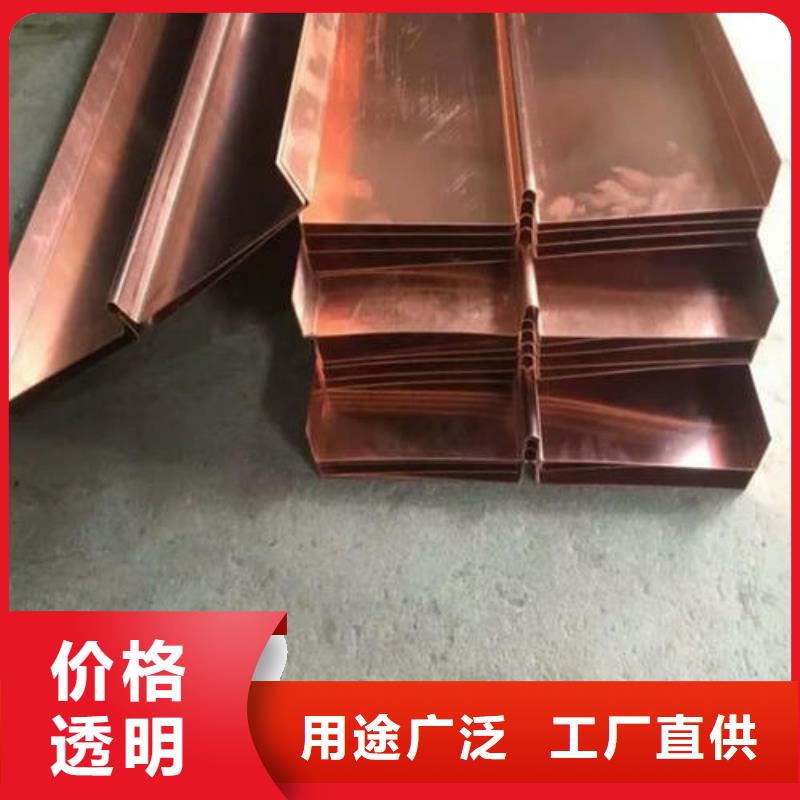
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。
